The global steam trap market is experiencing steady growth, driven by increasing industrialization, energy efficiency regulations, and rising demand for process optimization across sectors such as oil & gas, chemical, power generation, and food & beverage. According to Mordor Intelligence, the steam trap market was valued at USD 2.8 billion in 2023 and is projected to reach USD 3.7 billion by 2029, growing at a CAGR of approximately 4.7% during the forecast period. This expansion is fueled by the growing adoption of energy-saving technologies and the need for reliable condensate management in steam systems. Thermodynamic steam traps, in particular, are gaining traction due to their robust design, low maintenance requirements, and suitability for high-pressure applications. As industries prioritize operational efficiency and sustainability, demand for high-performance thermodynamic models is rising. In this competitive landscape, several manufacturers have emerged as leaders through innovation, global reach, and strong product reliability. The following overview highlights the top 9 thermodynamic steam trap manufacturers shaping the market today.
Top 9 Thermodynamic Steam Trap Manufacturers 2026
(Ranked by Factory Capability & Trust Score)

Expert Sourcing Insights for Thermodynamic Steam Trap

H2: Projected Market Trends for Thermodynamic Steam Traps in 2026
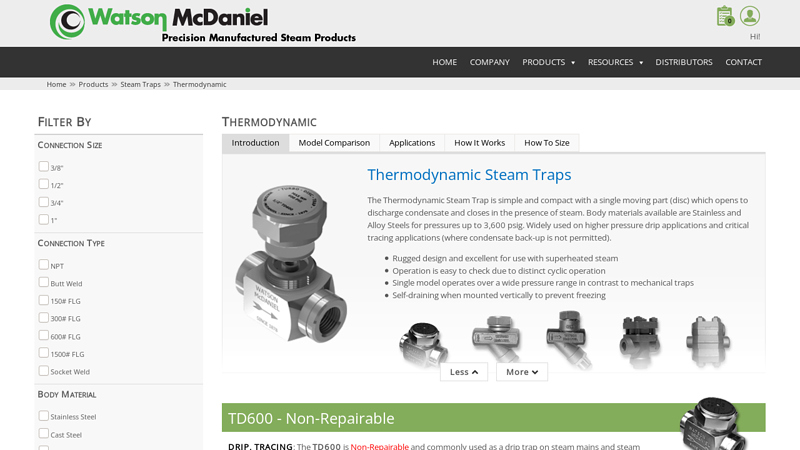
The global market for thermodynamic steam traps is expected to undergo significant transformation by 2026, driven by evolving industrial demands, energy efficiency regulations, and technological advancements. As a critical component in steam systems, thermodynamic steam traps are widely used in industries such as oil & gas, chemical processing, food & beverage, power generation, and pharmaceuticals due to their durability, simplicity, and ability to handle varying loads.
-
Growth in Energy Efficiency Initiatives
By 2026, increasing global focus on energy conservation and carbon footprint reduction will continue to drive demand for high-efficiency steam traps. Thermodynamic models, known for their reliability and minimal maintenance, align well with energy optimization goals. Governments and industrial players are likely to adopt stricter energy performance standards, encouraging retrofitting of outdated steam systems with modern thermodynamic traps. -
Expansion in Emerging Markets
Asia-Pacific—particularly China, India, and Southeast Asia—is projected to be the fastest-growing region for thermodynamic steam trap adoption. Rapid industrialization, infrastructure development, and expanding manufacturing sectors will fuel demand. Local production of steam traps, coupled with cost advantages, will support market penetration in these regions. -
Technological Integration and Smart Monitoring
While traditional thermodynamic traps are mechanical, the 2026 market will see a rise in hybrid systems incorporating digital monitoring. Integration with IoT-enabled sensors for real-time performance tracking and predictive maintenance will enhance the value proposition of thermodynamic traps, even as they compete with more advanced control technologies. -
Competition from Alternative Steam Trap Technologies
Thermodynamic traps will face continued competition from float & thermostatic (F&T) and inverted bucket traps, especially in applications requiring high discharge capacity or close temperature control. However, their robustness in dirty or high-pressure environments will maintain their niche, particularly in harsh industrial settings. -
Sustainability and Material Innovations
By 2026, manufacturers will increasingly use corrosion-resistant alloys and sustainable manufacturing practices to extend product life and reduce environmental impact. Recycling programs and modular designs for easier servicing may become standard, improving lifecycle economics. -
Regulatory and Standardization Pressures
International standards such as ISO 6948 and ASME will likely be more strictly enforced, promoting uniformity in performance testing and certification. Compliance will become a key differentiator, favoring established brands with global certification portfolios.
In summary, the thermodynamic steam trap market in 2026 will be shaped by energy efficiency mandates, regional industrial growth, digital integration, and material innovation. While facing competition from alternative technologies, thermodynamic traps will retain strong relevance due to their rugged design and adaptability across critical industries.
H2: Common Pitfalls in Sourcing Thermodynamic Steam Traps (Quality and IP Considerations)
Sourcing thermodynamic steam traps involves critical decisions that impact system efficiency, longevity, and intellectual property (IP) compliance. Below are common pitfalls related to quality and IP:
1. Compromised Quality Due to Substandard Materials
A frequent issue is selecting steam traps made from inferior materials (e.g., low-grade cast iron or non-corrosion-resistant alloys). This leads to premature failure, leakage, and reduced performance under high-pressure or corrosive conditions. Always verify material specifications (e.g., ASTM standards) and ensure compliance with applicable industry norms (e.g., ISO 6552/EN 12266).
2. Lack of Third-Party Certification
Procuring traps without recognized certifications (e.g., CE, CRN, ASME, or ISO) increases the risk of poor performance and safety hazards. Certified products ensure compliance with international quality and safety benchmarks. Omitting this step may void insurance or violate local regulations.
3. Inadequate Testing and Performance Validation
Some suppliers provide traps without documented performance testing (e.g., capacity, cycle testing, backpressure tolerance). Without verified test reports, the trap may not perform as expected under real operating conditions, leading to steam loss or water hammer.
4. Counterfeit or Reverse-Engineered Products (IP Risks)
Sourcing from unauthorized manufacturers may result in counterfeit or IP-infringing products. These replicas often mimic reputable brands but lack engineering integrity. Using such products exposes the buyer to legal liability and undermines system reliability.
5. Ignoring Design Patents and Trademarks
Thermodynamic trap designs may be protected by patents or trademarks. Sourcing generic versions that replicate patented features (e.g., specific disc mechanisms or chamber geometries) can lead to IP infringement claims. Conduct due diligence on the original equipment manufacturer (OEM) rights.
6. Poor Documentation and Traceability
Missing or falsified documentation (e.g., material test reports, traceability codes, or conformity declarations) complicates quality assurance and audit processes. Ensure suppliers provide full documentation to support compliance and maintenance.
7. Overlooking Local Regulatory Compliance
Different regions have specific pressure vessel or energy efficiency regulations. Sourcing traps that don’t meet local codes (e.g., PED in Europe or ASME in North America) can result in installation rejection or operational shutdowns.
Best Practices to Avoid Pitfalls:
– Source from authorized distributors or OEMs with proven track records.
– Request full technical dossiers, including test reports and material certifications.
– Verify IP status through patent databases or legal counsel if sourcing alternatives.
– Conduct factory audits or third-party inspections when procuring in bulk.
By addressing these quality and IP-related pitfalls, organizations can ensure reliable steam system performance and mitigate legal and operational risks.
H2: Logistics & Compliance Guide for Thermodynamic Steam Trap
This guide outlines the key logistics and compliance considerations for the safe, efficient, and regulatory-compliant handling, transportation, storage, installation, operation, and maintenance of Thermodynamic Steam Traps. Adherence ensures reliability, safety, and regulatory alignment.
H3: Logistics (Handling, Storage & Transportation)
-
Packaging & Protection:
- Original Packaging: Always transport and store traps in their original manufacturer-supplied packaging. This provides essential protection against physical damage, moisture, and contamination.
- End Caps: Ensure protective end caps (usually plastic) are securely fitted on both inlet and outlet ports during storage and transit to prevent ingress of dirt, moisture, or debris into the internal mechanism.
- Securing: Secure packages firmly within transport vehicles (trucks, containers) to prevent shifting, rolling, or impact during transit. Use dunnage (wood, foam) to fill voids and absorb shock.
-
Handling:
- Manual Handling: Lift and carry traps carefully by the body, avoiding force on the bonnet, cap, or any protruding parts. Use mechanical aids (forklifts, pallet jacks) for heavy or bulk shipments.
- Dropping/Impact: NEVER drop, throw, or subject traps to impact. The internal disc and seat are precision components; impact can cause misalignment, damage, or cracking, leading to immediate or premature failure.
- Contamination: Keep traps clean. Avoid handling with dirty gloves or placing them directly on dirty or wet ground. Protect from sand, dust, construction debris, and welding splatter.
-
Storage:
- Environment: Store in a clean, dry, well-ventilated indoor area. Avoid direct sunlight, extreme temperatures (especially freezing), and high humidity to prevent corrosion and seal degradation.
- Position: Store traps in their normal operating orientation (typically horizontal or as per manufacturer’s label) on sturdy pallets or shelves. Avoid stacking heavy items on top.
- Duration: While generally robust, long-term storage (e.g., >1-2 years) should be minimized. Check manufacturer recommendations. Periodically inspect stored inventory.
- Separation: Keep separate from chemicals, oils, or other materials that could cause corrosion or contamination.
-
Transportation:
- Mode: Standard ground, sea, or air freight is suitable. Ensure compliance with the chosen carrier’s regulations.
- Documentation: Include accurate packing lists and shipping manifests detailing contents (e.g., “Thermodynamic Steam Traps, Model X”).
- Hazardous Materials (HazMat): Thermodynamic steam traps themselves are generally NOT classified as hazardous materials for transportation under major regulations (e.g., ADR, IMDG, IATA) as they contain no significant hazardous substances. However:
- Always confirm the specific model and materials (e.g., any special coatings) against current regulations.
- Packaging materials (e.g., certain plastics) might have disposal considerations, but not typically transport restrictions.
- Exception: If traps are being transported after service and contain residual hazardous process fluids (e.g., toxic chemicals, heavy oils), they become hazardous waste and require specific handling, cleaning, and documentation per local regulations. Never transport used traps without ensuring they are properly drained and cleaned.
H3: Compliance
-
Product Standards & Certifications:
- Pressure Equipment Directive (PED) / ASME BPVC: Traps installed on pressurized steam systems are pressure equipment. They MUST comply with relevant standards:
- Europe: Comply with the Pressure Equipment Directive (PED 2014/68/EU). Look for the CE mark and specific notified body number (if required for the pressure/temperature category – often Category IV, requiring Module D or F). Compliance is typically demonstrated via the manufacturer’s Declaration of Conformity.
- USA/Canada: Comply with ASME Boiler and Pressure Vessel Code (BPVC), Section VIII, Division 1 (or relevant code). Look for the ASME “U” Stamp on the trap body.
- Material Standards: Body and internal components must meet specified material standards (e.g., ASTM A216 Gr WCB for cast steel, ASTM A351 Gr CF8M for stainless steel) for corrosion resistance and mechanical strength at operating temperatures/pressures.
- Performance Standards: Designed and tested to relevant standards (e.g., ISO 6552 / ISO 7841, EN 12245) for capacity, air venting, condensate discharge, and leakage.
- Pressure Equipment Directive (PED) / ASME BPVC: Traps installed on pressurized steam systems are pressure equipment. They MUST comply with relevant standards:
-
Installation Compliance:
- Piping Codes: Installation must comply with applicable piping codes (e.g., ASME B31.1 Power Piping, ASME B31.9 Building Services Piping, EN 13480). This includes:
- Proper support (traps are heavy; avoid cantilevered loads on pipes).
- Correct orientation (usually horizontal, flow arrow direction).
- Adequate straight pipe runs before/after (as per manufacturer, often 5-10 pipe diameters upstream).
- Correct pipe size and schedule (matching the system).
- Proper welding procedures (qualified welders, correct technique) or appropriate joining methods (flanged, threaded per code).
- Backpressure: Ensure downstream backpressure is within the trap’s design limits (critical for thermodynamic traps). Excessive backpressure prevents opening.
- Insulation: Pipe insulation should be installed after the trap, typically starting a short distance downstream to allow heat dissipation from the trap body (important for thermostatic traps, less so for thermodynamic, but still good practice). Avoid insulating the trap body itself unless specified.
- Piping Codes: Installation must comply with applicable piping codes (e.g., ASME B31.1 Power Piping, ASME B31.9 Building Services Piping, EN 13480). This includes:
-
Operational & Maintenance Compliance:
- Operating Limits: Operate the trap only within its rated pressure and temperature limits (clearly marked on the body or in documentation). NEVER exceed.
- Regular Testing & Maintenance: Implement a routine steam trap testing and maintenance program as per industry best practices (e.g., ISO 13702, plant-specific procedures) and manufacturer recommendations. This is crucial for safety, efficiency, and detecting failures (blowing live steam or blocking).
- Record Keeping: Maintain logs of installation dates, test results, maintenance activities, and replacements. This demonstrates due diligence for safety audits and energy efficiency programs.
- Waste Disposal (Used Traps): When replacing traps:
- Drain completely to remove residual condensate/steam.
- Assess Content: If used in a process with hazardous fluids, treat as hazardous waste. Follow strict local hazardous waste disposal regulations (manifest, licensed disposal facility).
- General Waste: If used only with clean steam, metal components (steel, brass, stainless) are typically recyclable. Plastic end caps may be separate recyclable waste. Consult local regulations for scrap metal recycling procedures.
-
Personnel Safety:
- Lockout/Tagout (LOTO): MANDATORY. Always follow strict LOTO procedures before installing, removing, or working on any steam trap. Isolate the trap from steam supply and drain/vent the section. Steam burns are severe.
- PPE: Personnel must wear appropriate Personal Protective Equipment (PPE) including heat-resistant gloves, safety glasses, face shield, and flame-resistant (FR) clothing when working on or near steam systems.
- Training: Personnel involved in handling, installing, or maintaining steam traps must be adequately trained on the specific trap type, LOTO procedures, PPE requirements, and associated hazards.
Key Takeaway: Successful deployment of thermodynamic steam traps relies on meticulous logistics to preserve integrity and strict adherence to safety, pressure equipment, and environmental regulations throughout their lifecycle. Always prioritize manufacturer instructions and local regulatory requirements.
Conclusion for Sourcing a Thermodynamic Steam Trap:
In conclusion, sourcing a thermodynamic steam trap requires careful consideration of application requirements, system pressures, materials of construction, and long-term operational efficiency. Thermodynamic steam traps are well-suited for high-pressure steam systems due to their robust design, compact size, and ability to handle varying loads with minimal maintenance. When selecting a supplier or manufacturer, it is essential to prioritize quality, reliability, and compliance with international standards (such as ISO or ASME). Additionally, evaluating total cost of ownership—factoring in energy efficiency, lifespan, and potential downtime—will ensure optimal performance and cost savings over time. By choosing a reputable source and the right model for the specific application, organizations can enhance steam system efficiency, reduce energy waste, and support sustainable operations.