The global finned tube heat exchanger market is experiencing robust growth, driven by rising demand across industries such as oil & gas, power generation, HVAC, and chemical processing. According to Grand View Research, the global heat exchanger market size was valued at USD 23.1 billion in 2023 and is projected to expand at a compound annual growth rate (CAGR) of 5.8% from 2024 to 2030, with finned tube variants representing a significant segment due to their enhanced thermal efficiency and compact design. Similarly, Mordor Intelligence forecasts a CAGR of over 5.2% for the heat exchanger market from 2023 to 2028, attributing growth to increasing industrialization, energy efficiency mandates, and the expansion of LNG infrastructure. As demand intensifies, manufacturers are investing in advanced materials, corrosion-resistant coatings, and optimized fin geometries to improve performance and durability. In this competitive landscape, nine key players have emerged as leaders in innovation, scalability, and global reach—shaping the future of thermal management solutions.
Top 9 Finned Tube Heat Exchanger Manufacturers 2026
(Ranked by Factory Capability & Trust Score)
Expert Sourcing Insights for Finned Tube Heat Exchanger

H2: Market Trends in Finned Tube Heat Exchangers for 2026
The global finned tube heat exchanger market is poised for significant transformation by 2026, driven by advancements in technology, evolving industry demands, and a growing emphasis on energy efficiency and sustainability. Several key trends are shaping the market landscape:
-
Increased Demand from Energy and HVAC Sectors
The energy sector—particularly oil & gas, power generation, and renewable energy systems—continues to be a major driver for finned tube heat exchangers. As countries expand their LNG infrastructure and retrofit aging power plants for better efficiency, demand for high-performance heat exchangers is rising. Concurrently, the HVAC industry is experiencing growth due to urbanization and stricter building energy codes, especially in emerging economies. This dual demand is expected to accelerate market expansion through 2026. -
Adoption of Advanced Materials and Coatings
To enhance durability and efficiency in harsh environments (e.g., offshore platforms, chemical processing), manufacturers are increasingly using corrosion-resistant alloys such as stainless steel, aluminum, and titanium. Additionally, innovative surface coatings (e.g., hydrophobic, anti-fouling) are being applied to finned tubes to improve thermal performance and reduce maintenance costs. These material advancements are becoming standard in premium applications, particularly in chemical and petrochemical industries. -
Growth in Compact and High-Efficiency Designs
With space constraints in industrial and mobile applications (e.g., offshore rigs, compact HVAC units), there is a strong shift toward compact finned tube designs that offer higher heat transfer per unit volume. Enhanced fin geometries—such as serrated, louvered, or herringbone fins—are being optimized using computational fluid dynamics (CFD) to maximize turbulence and heat exchange efficiency. This trend supports the broader industry push toward miniaturization without sacrificing performance. -
Integration of Smart Monitoring and Predictive Maintenance
By 2026, digitalization is transforming heat exchanger operations. Leading manufacturers are embedding IoT sensors into finned tube systems to monitor temperature gradients, pressure drops, and fouling in real time. These data streams feed into predictive analytics platforms, enabling proactive maintenance and optimizing operational efficiency. This shift not only reduces downtime but also extends equipment lifespan, appealing to cost-conscious industrial operators. -
Sustainability and Regulatory Pressure
Environmental regulations, particularly those targeting carbon emissions and energy consumption (e.g., EU Green Deal, U.S. Clean Power Plan), are pushing industries to adopt more efficient thermal systems. Finned tube heat exchangers are being redesigned to recover waste heat in industrial processes, contributing to circular energy systems. The growing focus on ESG (Environmental, Social, and Governance) criteria is also influencing procurement decisions, favoring suppliers with sustainable manufacturing practices. -
Regional Market Shifts
Asia-Pacific is expected to dominate market growth by 2026, led by industrial expansion in China, India, and Southeast Asia. Investments in infrastructure, power plants, and data centers are driving demand. Meanwhile, North America and Europe are focusing on retrofitting and upgrading legacy systems with energy-efficient heat exchangers, supported by government incentives for green technology adoption.
In conclusion, the 2026 finned tube heat exchanger market will be defined by innovation in materials, design efficiency, digital integration, and sustainability. Companies that align with these trends—through R&D investment, strategic partnerships, and geographic expansion—are likely to gain a competitive edge in an increasingly dynamic and regulated global market.

Common Pitfalls Sourcing Finned Tube Heat Exchangers (Quality & IP)
Sourcing Finned Tube Heat Exchangers (FTHEs) involves significant technical complexity and commercial risk. Overlooking critical aspects, particularly concerning Quality and Intellectual Property (IP), can lead to severe operational, financial, and legal consequences. Here are the key pitfalls to avoid:
Quality-Related Pitfalls
1. Inadequate Material Specification & Verification
* Pitfall: Failing to clearly define and enforce material grades (tube alloy, fin material – aluminum, copper, stainless steel), temper, and certifications (e.g., mill test certificates – MTCs, PMI – Positive Material Identification) for both tubes and fins. Suppliers may substitute lower-cost or non-compliant materials.
* Consequence: Premature corrosion, mechanical failure (fins pulling off, tube leaks), reduced thermal performance, and shortened lifespan, especially in harsh environments (offshore, chemical processing).
* Mitigation: Specify exact ASTM/ASME/EN material standards. Require full MTCs for every batch. Mandate third-party PMI testing on delivered components.
2. Poor Fin Bonding and Attachment Integrity
* Pitfall: Accepting tubes without rigorous inspection of the fin attachment method (g-lanced, extruded, embedded, welded) and bond quality. Poor bonding (e.g., loose fins, insufficient contact area) drastically reduces heat transfer efficiency.
* Consequence: Significant performance shortfall (underperformance), increased fouling (dirt traps in gaps), vibration-induced fin damage (fretting, breakage), and potential failure under thermal cycling.
* Mitigation: Define minimum fin pull-out force requirements. Require destructive testing (pull tests) on sample tubes per batch. Specify inspection methods (visual, dimensional, pull tests) in the contract.
3. Lack of Dimensional Accuracy and Consistency
* Pitfall: Not enforcing tight tolerances on fin height, fin pitch (FPI – Fins Per Inch), tube outside diameter (OD), wall thickness, and overall bundle dimensions. Variability impacts airflow, pressure drop, core density, and fit-up.
* Consequence: Increased air-side pressure drop, reduced heat transfer, uneven flow distribution (leading to hot spots), difficulty installing bundles into headers or casings, and potential warranty claims.
* Mitigation: Include detailed dimensional drawings with tolerances. Require supplier certification of conformance (CoC) for critical dimensions on every bundle. Perform incoming inspections.
4. Inadequate Process Control & Traceability
* Pitfall: Sourcing from suppliers without robust manufacturing process controls (e.g., finning machine calibration, cleaning procedures, brazing/soldering parameters) or batch traceability (linking materials to specific production runs).
* Consequence: Inconsistent quality between batches, difficulty diagnosing field failures, inability to perform root cause analysis or effective recalls.
* Mitigation: Audit supplier quality systems (ISO 9001 is a minimum). Require full batch traceability documentation (material lots, production dates, operators, process parameters). Specify process validation requirements.
5. Overlooking Core Assembly and Header Quality
* Pitfall: Focusing solely on tubes/fins while neglecting the quality of tube sheet drilling (alignment, burrs), tube expansion/rolling into headers, header material/welding, and overall core rigidity.
* Consequence: Tube leaks at headers, vibration damage, core collapse, poor structural integrity, and reduced pressure rating.
* Mitigation: Specify requirements for tube sheet drilling (e.g., reamed holes, chamfered edges). Define tube expansion procedures and quality checks (e.g., leak testing after expansion). Inspect header welding (if applicable) and overall core alignment.
Intellectual Property (IP)-Related Pitfalls
1. Unauthorized Design/Technology Use (“Design Cloning”)
* Pitfall: Engaging a supplier who reverse-engineers or copies a proprietary FTHE design (e.g., unique fin profile, tube layout, header design) from a competitor or previous project without authorization.
* Consequence: Severe legal liability (infringement lawsuits), injunctions halting production/use, costly damages, reputational damage, and project delays.
* Mitigation: Conduct thorough supplier due diligence on their design origins. Include strong IP warranties and indemnification clauses in the contract. Require design freeze and approval processes.
2. Ambiguous Ownership of Custom Designs
* Pitfall: Failing to clearly define IP ownership in contracts when developing a custom FTHE design (e.g., optimized for a specific application). Assuming the buyer owns it, while the supplier claims rights.
* Consequence: Disputes over future use, manufacturing rights, modification rights, or resale. Inability to source from alternative suppliers without redesign costs or legal challenges.
* Mitigation: Explicitly state in the contract that all IP developed specifically for the buyer’s order (including drawings, calculations, tooling) is the sole and exclusive property of the buyer. Define licensing terms if applicable.
3. Undisclosed Use of Licensed Technology
* Pitfall: The supplier uses patented fin technology (e.g., specific enhanced fin geometry, proprietary bonding process) without disclosing it or ensuring the buyer has the necessary license.
* Consequence: The end-user (buyer) can be sued for infringement even if they were unaware, as they are using the patented product. Liability rests with the user.
* Mitigation: Require the supplier to warrant that the supplied FTHE does not infringe third-party IP. Demand disclosure of any licensed technologies incorporated and proof of valid licenses covering the buyer’s use.
4. Failure to Protect Sensitive Application Data
* Pitfall: Sharing detailed process conditions (temperatures, pressures, fluid compositions, flow rates) or proprietary system schematics with the supplier without adequate confidentiality agreements (NDAs).
* Consequence: Loss of competitive advantage, exposure of trade secrets, potential for the supplier to use knowledge to benefit competitors.
* Mitigation: Execute a comprehensive NDA before sharing any sensitive technical or commercial information. Share only the minimum data necessary for design.
5. Lack of Control over Manufacturing Know-How
* Pitfall: Relying on a supplier for a critical, custom FTHE without understanding or securing rights to the specific manufacturing processes or tooling (e.g., unique fin dies, brazing jigs).
* Consequence: Single-source dependency, vulnerability to price hikes or supply disruptions, inability to transfer production if the relationship sours.
* Mitigation: Where critical, consider requiring the supplier to manufacture tooling at the buyer’s expense, with ownership residing with the buyer. Negotiate rights to access process information or support for technology transfer.
By proactively addressing these quality and IP pitfalls through rigorous specifications, robust contracts, thorough supplier vetting, and clear communication, buyers can significantly reduce the risks associated with sourcing Finned Tube Heat Exchangers and ensure a reliable, high-performing, and legally sound investment.

Logistics & Compliance Guide for Finned Tube Heat Exchangers
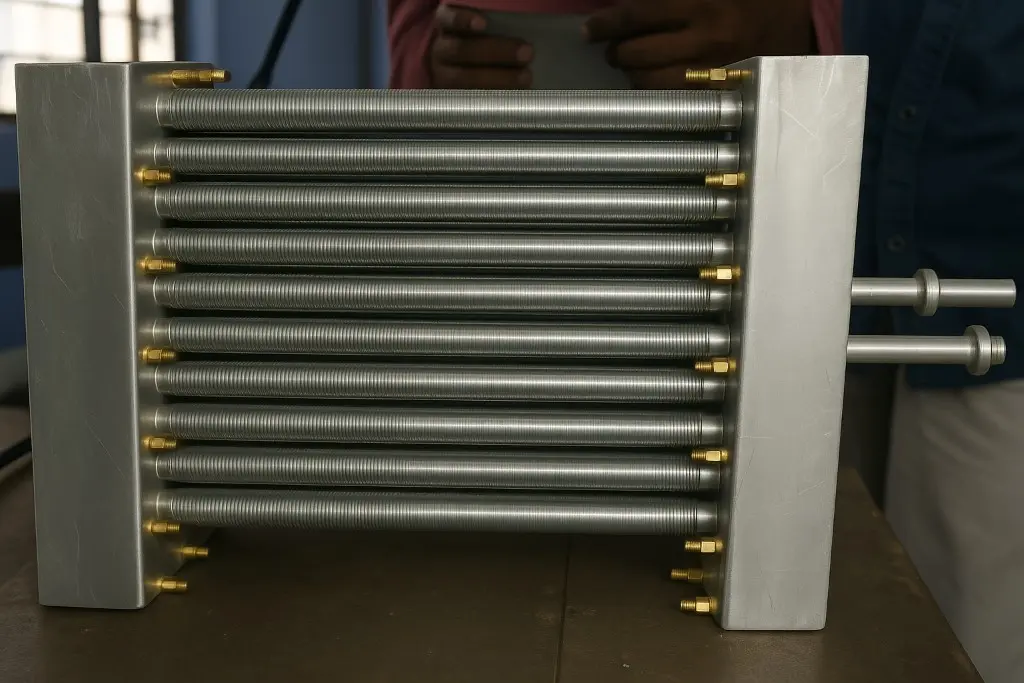
Product Overview and Handling Requirements
Finned tube heat exchangers are specialized equipment used in HVAC, power generation, oil & gas, and industrial processing to transfer heat between fluids. Due to their construction—typically involving metal tubes with attached fins—they are susceptible to physical damage, corrosion, and contamination. Proper handling, packaging, and environmental controls during transit and storage are essential to maintain performance integrity.
Packaging and Transportation
All finned tube heat exchangers must be securely packaged to prevent mechanical damage during shipping. Use wooden crates or heavy-duty pallets with corner protectors and waterproof wrapping. Internal components should be capped or sealed to prevent ingress of dust, moisture, or debris. Use desiccants inside packaging if transporting through high-humidity environments or over extended durations. Avoid stacking other heavy items on top of packaged units. For international shipments, comply with ISPM 15 regulations for wooden packaging materials.
Storage Conditions
Store finned tube heat exchangers in a clean, dry, indoor environment with controlled temperature and humidity. Ideal storage conditions are temperatures between 10°C and 35°C and relative humidity below 60%. Units should be elevated off the floor on pallets and covered with breathable, non-abrasive protective sheeting. Avoid prolonged exposure to direct sunlight, corrosive fumes, or salt-laden air, especially for aluminum or copper finned models.
Import and Export Compliance
Finned tube heat exchangers may be subject to export controls depending on design specifications and end-use. Verify compliance with the Export Administration Regulations (EAR) in the U.S. or equivalent regulations such as the EU Dual-Use Regulation. Check Harmonized System (HS) codes—typically 8419.50 or 8419.81—for accurate tariff classification. Ensure documentation includes commercial invoices, packing lists, certificates of origin, and technical specifications. For shipments to certain countries, additional licenses may be required.
Safety and Regulatory Standards
Finned tube heat exchangers must comply with applicable industry standards such as ASME (American Society of Mechanical Engineers) for pressure components, especially if used in pressurized systems. Units designed for use in hazardous locations may need ATEX (EU) or IECEx (international) certification. Confirm adherence to local building codes, environmental regulations, and energy efficiency standards (e.g., DOE regulations in the U.S. for commercial HVAC equipment).
Installation and On-Site Compliance
Prior to installation, inspect the unit for shipping damage and verify alignment with project specifications. Ensure that lifting points are used during handling to avoid bending fins or damaging tube sheets. Follow manufacturer-recommended installation procedures, including proper support, piping alignment, and connection torques. Maintain records of installation for compliance audits and warranty validation. Verify that commissioning is performed by qualified personnel in accordance with OSHA (or local equivalent) safety standards.
Documentation and Traceability
Maintain full traceability through documentation including material test reports (MTRs), pressure test records, quality control certificates, and conformity declarations (e.g., CE, UKCA). For regulated industries such as oil & gas or pharmaceuticals, full documentation packages may be required for regulatory submissions. Digital records should be securely stored and accessible for at least 10 years, per standard industry practice.
Environmental and Disposal Considerations
At end-of-life, finned tube heat exchangers should be recycled in accordance with local environmental regulations. Separate materials (e.g., copper, aluminum, steel) for proper recycling. If the unit contained refrigerants or process fluids, ensure safe recovery and disposal by certified technicians complying with EPA Section 608 (U.S.) or F-Gas Regulation (EU). Avoid landfill disposal of metallic components whenever possible.
Conclusion for Sourcing Finned Tube Heat Exchangers
Sourcing finned tube heat exchangers requires a comprehensive evaluation of technical specifications, material compatibility, manufacturing quality, and supplier reliability. These heat exchangers play a critical role in enhancing thermal efficiency, particularly in applications involving gases or low-conductivity fluids, where the extended surface area provided by fins significantly improves heat transfer performance.
When selecting a supplier, it is essential to consider factors such as design customization capability, adherence to industry standards (e.g., TEMA, ASME, API), corrosion resistance, fin configuration (e.g., helical, longitudinal, or serrated), and cost-effectiveness over the equipment’s lifecycle. Additionally, suppliers should demonstrate proven experience, robust quality control processes, and timely delivery capabilities.
Optimal sourcing not only ensures high performance and reliability of the heat exchanger but also contributes to long-term energy savings and reduced maintenance costs. By partnering with reputable manufacturers and conducting thorough due diligence, organizations can achieve efficient thermal management solutions tailored to their specific operational needs.