The global bismuth telluride market is experiencing steady growth, driven by rising demand for thermoelectric materials in cooling and energy harvesting applications across industries such as electronics, automotive, and healthcare. According to Grand View Research, the global thermoelectric materials market—of which bismuth telluride is a key component—was valued at USD 820 million in 2022 and is projected to expand at a compound annual growth rate (CAGR) of 9.3% from 2023 to 2030. This growth is fueled by increasing adoption of solid-state cooling solutions and waste heat recovery systems, particularly in electric vehicles and portable electronics. Bismuth telluride remains the most commercially mature thermoelectric material due to its high efficiency at room temperature. As innovation accelerates and sustainability initiatives push for energy-efficient technologies, manufacturers specializing in bismuth telluride are well-positioned to meet expanding market needs. Below are the top 8 bismuth telluride manufacturers leading the industry in production capacity, R&D investment, and global supply.
Top 8 Bismuth Telluride Manufacturers 2026
(Ranked by Factory Capability & Trust Score)



Expert Sourcing Insights for Bismuth Telluride
H2: 2026 Market Trends for Bismuth Telluride
As the global push for energy efficiency and sustainable technologies accelerates, the market for bismuth telluride (Bi₂Te₃) is poised for significant development by 2026. Bismuth telluride, a key thermoelectric material, is widely used in solid-state cooling and waste heat recovery applications due to its high thermoelectric efficiency near room temperature. The following analysis outlines the major market trends expected to shape the bismuth telluride industry in 2026.
1. Growth in Thermoelectric Cooling Applications
The demand for bismuth telluride is expected to rise substantially in the thermoelectric cooling (TEC) sector. By 2026, miniaturized and high-efficiency cooling systems for electronics—such as CPUs, laser diodes, and infrared sensors—will rely increasingly on Bi₂Te₃-based modules. The proliferation of compact consumer electronics, 5G infrastructure, and advanced medical devices will drive adoption, particularly in Asia-Pacific markets like China, Japan, and South Korea.
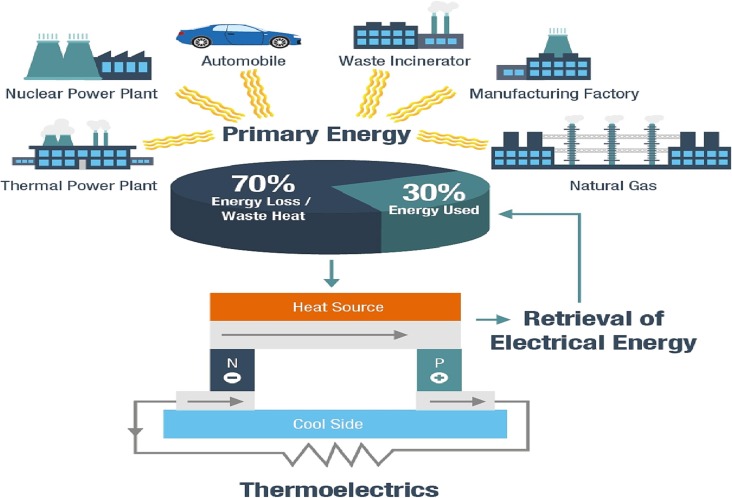
2. Expansion in Waste Heat Recovery Systems
With stricter emissions regulations and corporate sustainability targets, industries are investing in energy recovery technologies. Bismuth telluride modules are being integrated into low-temperature waste heat recovery systems in automotive, industrial, and aerospace sectors. Although materials like skutterudites dominate high-temperature applications, Bi₂Te₃ remains the material of choice for temperatures below 250°C. By 2026, hybrid electric vehicles (HEVs) and data centers are expected to adopt thermoelectric generators (TEGs) using bismuth telluride to improve energy efficiency.
3. Advancements in Material Engineering and Nanostructuring
Ongoing R&D efforts are enhancing the thermoelectric figure of merit (ZT) of bismuth telluride through nanostructuring, doping (e.g., with antimony or selenium), and thin-film fabrication. These improvements are expected to yield higher conversion efficiencies, expanding the commercial viability of Bi₂Te₃ in new applications. Companies and research institutions are focusing on scalable, cost-effective production methods such as electrodeposition and pulsed laser deposition to meet growing demand.
4. Supply Chain and Raw Material Constraints
Bismuth and tellurium are both by-products of copper and lead refining, making their supply dependent on base metal markets. Tellurium, in particular, has limited global production and is classified as a critical raw material by the EU and U.S. governments. By 2026, supply volatility could impact pricing and availability, prompting manufacturers to explore recycling methods and alternative thermoelectric materials. However, bismuth’s relatively stable supply may provide some balance.
5. Regional Market Dynamics
Asia-Pacific will remain the dominant market for bismuth telluride in 2026, driven by robust electronics manufacturing and government support for green technologies in China and Japan. North America is expected to see growth in defense and aerospace applications, where reliability and solid-state performance are crucial. Europe will focus on sustainable energy initiatives, with increasing R&D funding for thermoelectric materials under Horizon Europe and national green transition programs.
6. Competition from Alternative Materials
While bismuth telluride maintains a strong position in near-room-temperature applications, emerging materials such as magnesium-based compounds and organic thermoelectrics may challenge its dominance in niche areas. However, Bi₂Te₃’s proven performance and established manufacturing infrastructure will likely preserve its market share through 2026, especially in high-reliability applications.
7. Market Size and Forecast
The global bismuth telluride market is projected to grow at a CAGR of approximately 7–9% from 2022 to 2026, reaching an estimated value of USD 450–500 million by 2026. This growth will be fueled by rising demand in consumer electronics, telecommunications, and renewable energy sectors.
Conclusion:
By 2026, the bismuth telluride market will be shaped by increasing demand for energy-efficient technologies, advancements in material science, and regional industrial policies favoring sustainable innovation. While supply chain challenges and competition from new materials present risks, bismuth telluride is expected to remain the leading thermoelectric material for low-temperature applications. Strategic investments in recycling, production scalability, and performance enhancement will be key for stakeholders aiming to capitalize on this evolving market landscape.
Common Pitfalls in Sourcing Bismuth Telluride: Quality and Intellectual Property Concerns
Sourcing high-performance Bismuth Telluride (Bi₂Te₃) for thermoelectric applications involves navigating significant challenges related to material quality and intellectual property (IP) risks. Overlooking these pitfalls can lead to subpar device performance, supply chain disruptions, or costly legal disputes.
Quality-Related Pitfalls
Inconsistent Material Purity and Stoichiometry
Bismuth Telluride’s thermoelectric efficiency is highly sensitive to purity and exact chemical composition. Sourcing from suppliers without rigorous quality control can result in batches with off-stoichiometry (e.g., Bi:Te ratio deviations) or impurities (e.g., oxygen, carbon, or metallic contaminants). These inconsistencies degrade the material’s figure of merit (ZT), leading to unpredictable or poor performance in thermoelectric modules.
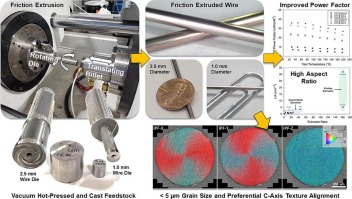
Variability in Crystal Structure and Grain Morphology
High-performance Bi₂Te₃ often requires specific crystallographic orientations (e.g., preferred c-axis alignment) and controlled grain size. Suppliers using inconsistent processing methods (e.g., zone refining, melting, or sintering) may deliver materials with random grain structures, reducing electrical conductivity and increasing thermal conductivity—both detrimental to ZT values.
Lack of Traceability and Certification
Many suppliers, especially in less-regulated markets, fail to provide comprehensive material certifications (e.g., XRD, SEM-EDS, Hall effect measurements). Without verifiable data on carrier concentration, mobility, and thermal properties, buyers risk integrating underperforming materials into their production lines.
Inadequate Form Factor and Dimensional Tolerances
Bi₂Te₃ is commonly used in pellet or wafer form for module assembly. Poorly machined or inconsistently sized components can complicate automation processes, increase waste, and compromise thermal and electrical contact in the final device.
Intellectual Property-Related Pitfalls
Unlicensed Use of Proprietary Alloys or Doping Techniques
Many high-efficiency Bi₂Te₃ formulations (e.g., doped with Se, Sb, or nanostructured variants) are protected by patents. Sourcing materials from suppliers who do not disclose or license these formulations may expose the buyer to infringement claims, particularly when used in commercial products.
Ambiguity in IP Ownership with Custom Synthesis
When engaging suppliers for custom-synthesized Bi₂Te₃ (e.g., specific doping profiles or nanostructuring), contracts often fail to clearly assign IP rights. This can result in disputes over who owns process innovations or material formulations developed during collaboration.
Supply Chain Transparency Gaps
Some suppliers source Bi₂Te₃ from third-party producers or gray markets without proper documentation. This lack of transparency increases the risk of inadvertently acquiring materials produced using patented methods, exposing the end-user to indirect infringement liability.
Failure to Conduct IP Due Diligence
Buyers often prioritize cost and lead time over IP vetting. Without a freedom-to-operate (FTO) analysis or supplier IP audits, companies may unknowingly incorporate infringing materials into their products, risking injunctions or damages.
Mitigation Strategies
- Require detailed material specifications and batch-specific test reports.
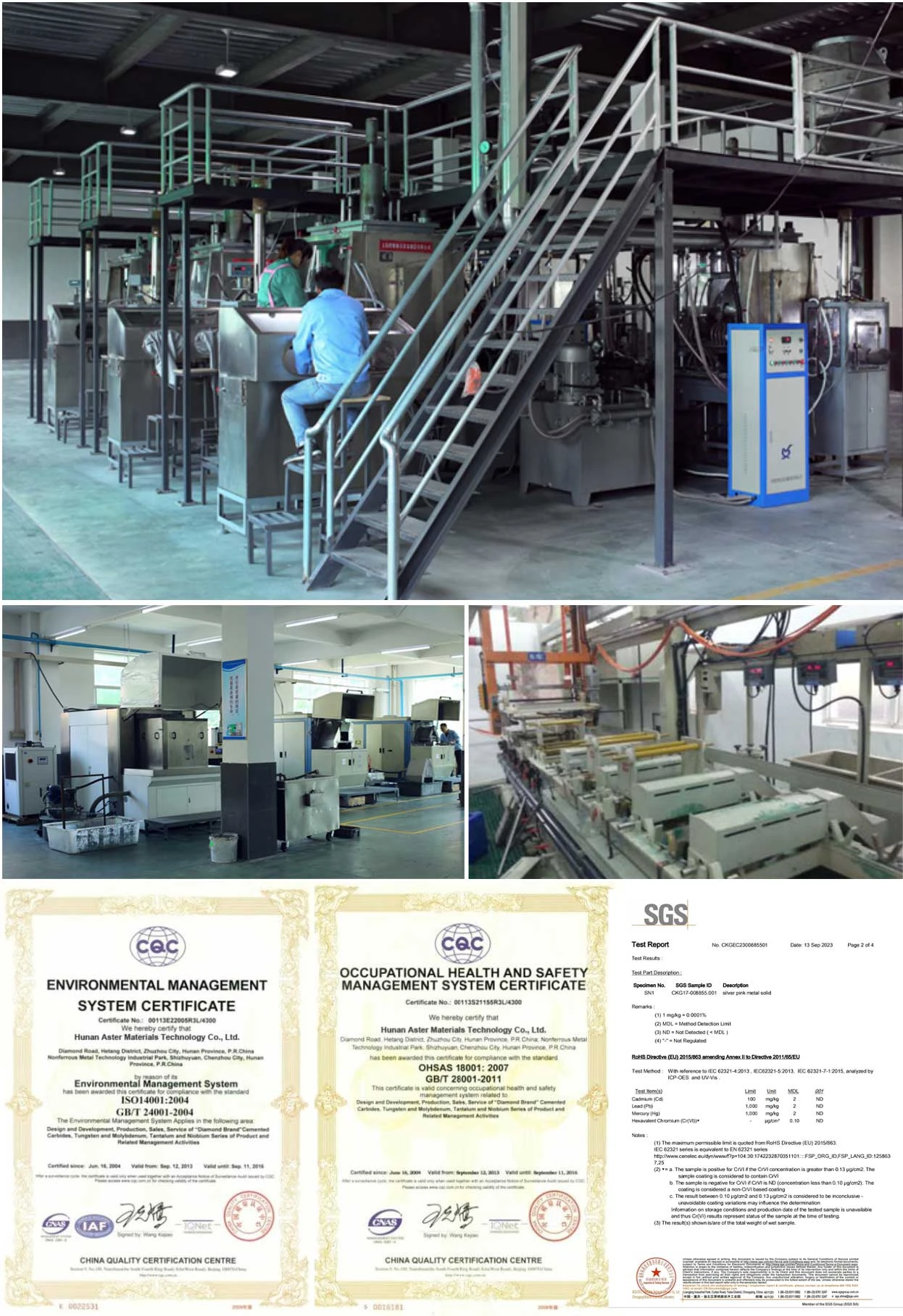
- Audit supplier processes and quality management systems (e.g., ISO 9001).
- Conduct independent material validation upon receipt.
- Perform IP landscape analyses and FTO assessments before sourcing.
- Include clear IP clauses in supply agreements, especially for custom materials.
- Prefer suppliers with transparent, documented, and licensed production methods.
Proactively addressing these quality and IP pitfalls ensures reliable performance and legal safety in thermoelectric product development and commercialization.
H2: Logistics & Compliance Guide for Bismuth Telluride
Bismuth Telluride (Bi₂Te₃) is a critical material in thermoelectric applications (e.g., cooling devices, power generation). Safe, compliant, and efficient logistics require adherence to international, national, and carrier-specific regulations due to its classification and potential hazards.
H2: Regulatory Classification & Documentation
- UN Number & Proper Shipping Name: UN 3082, ENVIRONMENTALLY HAZARDOUS SUBSTANCE, SOLID, N.O.S. (Bismuth Telluride)
- Hazard Class: Class 9 – Miscellaneous Dangerous Goods (specifically for environmentally hazardous substances).
- Packing Group: Typically PG III (low danger), but confirm with supplier SDS.
- GHS Classification (Based on Typical SDS):
- Hazard Statements: H413 (May cause long lasting harmful effects to aquatic life).
- Precautionary Statements: P273 (Avoid release to the environment), P391 (Collect spillage), P501 (Dispose of contents/container in accordance with regulations).
- Essential Documentation:
- Safety Data Sheet (SDS): Mandatory. Ensure it’s the latest version (GHS-compliant) and includes transport information (Section 14).
- Dangerous Goods Declaration (DGD): Required for all modes (air, sea, road, rail). Must be completed accurately by a certified person, detailing UN number, proper shipping name, class, packing group, quantity, packaging type, and emergency contact.
- Commercial Invoice & Packing List: Must clearly state “Bismuth Telluride,” quantity, weight, and net/gross weights. Reference the DGD.
- Export/Import Licenses: Verify if required by origin, transit, or destination countries (e.g., dual-use controls may apply in some jurisdictions, though Bi₂Te₃ is generally not highly restricted).
H2: Packaging & Handling Requirements
- Packaging: Must be UN-certified and rated for Class 9, PG III.
- Use strong, leak-proof inner packaging (e.g., sealed plastic bags, bottles) to contain the solid powder or ingots.
- Place inner packaging within a robust outer container (e.g., fiberboard box, wooden crate) with sufficient cushioning (e.g., vermiculite, foam) to prevent breakage and leakage. Absorbent material may be needed for powders.
- Ensure packaging passes drop, stack, and vibration tests per UN performance standards.
- Labeling & Marking:
- Class 9 Hazard Label: Affix the black-on-white “9” diamond label with the “7” symbol (waves and fish) inside the white section to indicate environmentally hazardous substance.
- UN Number: Clearly mark “UN 3082” on two opposite sides of the outer package.
- Proper Shipping Name: Mark “ENVIRONMENTALLY HAZARDOUS SUBSTANCE, SOLID, N.O.S. (Bismuth Telluride)”.
- Shipper/Consignee: Full names and addresses.
- Orientation Arrows: If inner packaging contains liquid or fine powder, mark “THIS WAY UP” arrows.
- Handling:
- Handle with care to avoid damaging packages.
- Use appropriate PPE (gloves, safety glasses) during loading/unloading to prevent skin/eye contact with any potential dust.
- Avoid creating dust. Handle powders in well-ventilated areas or under local exhaust.
- Keep packages dry and away from heat sources.
H2: Transport Mode Specifics
- Air Freight (IATA DGR):
- Strictest Regulations: Requires full DGD, shipper’s declaration, and certified training for preparers.
- Packaging: Must meet IATA DGR Packing Instructions (e.g., PI 953 for solids). Additional cushioning often required.
- Quantity Limits: Check for passenger vs. cargo aircraft restrictions on Class 9 quantities.
- Notification: Cargo aircraft operators must be notified. Passenger aircraft may have stricter limits or prohibitions.
- Sea Freight (IMDG Code):
- DGD: Required, following IMDG Code format.
- Stowage & Segregation: Class 9 goods generally stow “away from” heat sources. Segregate from foodstuffs. Specific stowage codes apply (e.g., Stowage Category “A”).
- Marine Pollutant: Clearly marked on package and DGD (the Class 9 label with the fish/waves symbol suffices).
- Container: Ensure ventilation if required; secure packages to prevent movement. Protect from moisture.
- Road Freight (ADR – Europe / National Regulations Elsewhere):
- DGD: Required for ADR (Europe) or equivalent national regulations (e.g., 49 CFR in the USA).
- Vehicle Placarding: Vehicles carrying > certain thresholds of Class 9 must display “9” orange panels.
- Driver Training: Drivers require ADR/49 CFR training for dangerous goods.
- Tunnel Codes: Class 9, PG III typically allows access to all tunnel categories (A, B, C, D, E).
- Rail Freight (RID – Europe): Similar requirements to ADR, with specific DGD and vehicle marking rules.
H2: Storage & Emergency Preparedness
- Storage (Pre/Post-Transport):
- Store in a cool, dry, well-ventilated area.
- Keep containers tightly closed.
- Store away from incompatible materials (strong oxidizers, acids).
- Prevent environmental contamination (use spill trays, secondary containment if storing large quantities).
- Follow local fire codes for storage quantities.
- Emergency Response:
- Spills: Prevent entry into drains, soil, or waterways. Contain spill with inert absorbent (sand, vermiculite). Collect material carefully. Place in a closed, labeled container for disposal. Report significant spills per local regulations.
- Fire: Use appropriate extinguishing media (dry chemical, CO2, foam, water spray). Firefighters should wear self-contained breathing apparatus (SCBA) and full protective clothing. Runoff water may be contaminated.
- Exposure: Refer to SDS Section 4 (First Aid Measures). Flush eyes/skin with water. If inhaled, move to fresh air.
- Emergency Contacts: Ensure the DGD and package include a 24/7 emergency contact number (e.g., CHEMTREC, local emergency number).
H2: Key Compliance Considerations
- Competent Persons: Ensure staff preparing shipments (packaging, marking, DGD) are properly trained and certified for the relevant transport mode (IATA, IMDG, ADR/RID, 49 CFR).
- Carrier Notification: Always inform the carrier (airline, shipping line, trucking company) in advance that you are shipping dangerous goods and provide the DGD.
- National Variations: Regulations can differ between countries. Always verify specific requirements for origin, transit, and destination countries (e.g., country-specific import restrictions, customs procedures for DG).
- Record Keeping: Maintain copies of all shipping documents (DGD, SDS, invoices, licenses) for the legally required period (often 2-5 years).
- Environmental Responsibility: Strictly adhere to handling and disposal procedures to minimize environmental impact, especially aquatic toxicity.
Disclaimer: This guide provides general information. Regulations are complex and subject to change. Always consult the latest official regulations (IATA DGR, IMDG Code, ADR, 49 CFR), the specific Safety Data Sheet for your Bismuth Telluride product, and qualified dangerous goods professionals before shipping.
In conclusion, sourcing bismuth telluride requires careful consideration of purity, material form (ingot, powder, or sputtering target), supplier reliability, and application-specific requirements—particularly in thermoelectric devices, optoelectronics, or topological insulator research. Leading suppliers are primarily located in regions with strong materials science industries, such as North America, Europe, and East Asia. It is essential to evaluate cost, lead times, quality certifications, and technical support when selecting a supplier. Additionally, due to potential supply chain vulnerabilities and geopolitical factors affecting critical raw materials, establishing relationships with multiple qualified vendors and considering long-term contracts can enhance supply security. Ultimately, a strategic sourcing approach that balances quality, cost, and reliability is key to successfully integrating bismuth telluride into advanced technological applications.