The global welding consumables market is experiencing robust growth, driven by rising industrialization, infrastructure development, and increased demand from key end-use sectors such as construction, oil & gas, automotive, and shipbuilding. According to Mordor Intelligence, the welding consumables market was valued at USD 24.5 billion in 2023 and is projected to grow at a CAGR of over 4.8% through 2029. This expansion underscores the critical role of high-performance welding materials, including specialized electrodes like the 11018M low-hydrogen, high-tensile steel rod, which is increasingly favored for critical applications requiring superior crack resistance and mechanical strength. As demand intensifies, a select group of manufacturers has risen to prominence, leveraging advanced production technologies, rigorous quality standards, and global distribution networks to dominate the 11018M segment. The following analysis highlights the top four manufacturers leading this niche based on market share, product performance, and customer reach.
Top 4 11018M Welding Rod Manufacturers 2026
(Ranked by Factory Capability & Trust Score)

Expert Sourcing Insights for 11018M Welding Rod
H2: Projected 2026 Market Trends for 11018M Welding Rod
The 11018M welding rod, a low-hydrogen, high-strength electrode commonly used in structural and heavy industrial applications, is anticipated to experience notable shifts in market dynamics by 2026. Driven by advancements in manufacturing, infrastructure development, and evolving industry standards, the following key trends are expected to influence the 11018M welding rod market:
-
Increased Demand in Infrastructure and Construction
Global infrastructure revitalization efforts, particularly in North America, Europe, and emerging economies in Asia-Pacific, are projected to drive demand for high-performance welding materials. The 11018M rod, known for its excellent crack resistance and tensile strength, will be favored in critical applications such as bridges, high-rise buildings, and seismic-resistant structures. Government investments in sustainable and resilient infrastructure under post-pandemic recovery plans will further boost consumption. -
Growth in Renewable Energy Projects
The expansion of wind, solar, and hydroelectric power installations—especially offshore wind farms—will increase the need for durable welding solutions in tower fabrication and foundation construction. The 11018M’s ability to perform in low-temperature environments and its low hydrogen content make it ideal for these demanding conditions, positioning it as a preferred electrode in the renewable energy sector. -
Stringent Safety and Quality Regulations
By 2026, global welding standards such as ISO 14341 and AWS A5.1/A5.5 are expected to become more rigorous, particularly regarding hydrogen-induced cracking (HIC) prevention. The 11018M’s low diffusible hydrogen properties (<4 ml/100g) will align with these standards, increasing its adoption in safety-critical industries like oil & gas, shipbuilding, and pressure vessel manufacturing. -
Technological Advancements in Coating Formulations
Manufacturers are investing in improved flux coatings that enhance arc stability, reduce spatter, and allow all-position welding with 11018M rods. Innovations in moisture-resistant coatings will also extend shelf life and reduce reconditioning costs, making the product more attractive in humid or challenging environments. -
Supply Chain Optimization and Regional Production Shifts
Ongoing efforts to localize supply chains—especially in response to geopolitical tensions and freight disruptions—will lead to increased regional production of welding consumables. Countries like India, Mexico, and Vietnam are expected to expand their manufacturing capabilities, potentially lowering costs and improving availability of 11018M rods in key markets. -
Environmental and Sustainability Pressures
With growing emphasis on green manufacturing, producers of 11018M electrodes are likely to adopt more sustainable practices, such as reducing energy consumption in production and minimizing waste. Recycling of stub ends and eco-friendly packaging may become standard, influencing procurement decisions among environmentally conscious contractors. -
Competition from Alternative Welding Processes
Despite strong demand, the 11018M rod may face competition from flux-cored arc welding (FCAW) and gas metal arc welding (GMAW) in high-productivity environments. However, its reliability in manual and semi-automatic applications—particularly in repair, maintenance, and remote sites—will sustain its market relevance.
Conclusion:
By 2026, the 11018M welding rod is expected to maintain a strong market position due to its superior mechanical properties and compliance with evolving safety standards. Growth will be fueled by infrastructure development, renewable energy initiatives, and technological enhancements. Stakeholders should focus on innovation, supply chain resilience, and sustainability to capitalize on emerging opportunities in this segment.

H2: Common Pitfalls When Sourcing 11018M Welding Rods (Quality & Intellectual Property)
Sourcing 11018M low-hydrogen welding rods—commonly used in high-strength, critical applications such as pressure vessels, offshore structures, and pipeline welding—requires careful attention to both quality assurance and intellectual property (IP) compliance. Below are the most common pitfalls buyers encounter:
- Substandard Material Composition
- Pitfall: Suppliers may offer rods labeled as 11018M but with incorrect alloying elements (e.g., insufficient molybdenum or chromium), leading to poor mechanical performance.
- Risk: Welds fail to meet tensile strength or impact toughness requirements, especially in low-temperature environments.
-
Mitigation: Require certified mill test reports (MTRs) and third-party chemical analysis. Verify compliance with AWS A5.1/A5.5 standards.
-
Inadequate Moisture Control (Damaged Packaging or Storage)
- Pitfall: 11018M rods are highly sensitive to moisture. Poor storage or compromised hermetic packaging can cause hydrogen pickup, increasing risk of hydrogen-induced cracking (HIC).
- Risk: Weld defects such as porosity or cold cracking in service.
-
Mitigation: Inspect packaging integrity upon delivery; ensure rods are vacuum-sealed. Require documentation on proper bake-out and storage procedures.
-
Counterfeit or Non-Certified Products
- Pitfall: Unauthorized manufacturers may replicate branding or certifications of reputable brands (e.g., Lincoln Electric, ESAB) without proper quality control.
- Risk: Lack of traceability, inconsistent arc performance, and non-compliance with project specifications.
-
Mitigation: Source only from authorized distributors. Validate certifications (e.g., CE, ABS, DNV) and batch traceability.
-
Intellectual Property (IP) Infringement
- Pitfall: Some suppliers produce “compatible” or “equivalent” 11018M rods that mimic patented formulations or packaging designs of original manufacturers.
- Risk: Legal exposure for end-users or contractors using infringing products in regulated projects.
-
Mitigation: Verify that the supplier does not advertise patented technologies (e.g., specific flux formulations) without licensing. Conduct IP due diligence.
-
Inconsistent Mechanical Properties
- Pitfall: Variability in yield strength, elongation, or Charpy V-notch values due to uncontrolled manufacturing processes.
- Risk: Failure to meet project-specific welding procedure specifications (WPS) or qualification testing (PQR).
-
Mitigation: Require independent mechanical test reports per batch and verify conformance to required toughness (e.g., -50°C impact values).
-
Lack of Traceability and Documentation
- Pitfall: Incomplete or falsified documentation, missing heat numbers, or unverifiable test data.
- Risk: Rejection during quality audits or project inspections, especially in regulated industries (oil & gas, nuclear).
-
Mitigation: Enforce full traceability from raw material to final product. Use digital tracking where possible.
-
Unverified “Equivalent” Claims
- Pitfall: Suppliers claim their rods are “equivalent” to premium 11018M grades without providing comparative test data.
- Risk: Performance gaps in arc stability, slag removal, or mechanical properties.
- Mitigation: Demand side-by-side test results and avoid substitution without engineering approval.
Conclusion:
To avoid these pitfalls, procurement teams should prioritize suppliers with proven compliance, transparent documentation, and respect for intellectual property rights. Always validate technical specifications against recognized standards and conduct supplier audits when sourcing 11018M welding rods for critical applications.

Logistics & Compliance Guide for 11018M Welding Rod (Hydrogen Controlled – H₂ Designation)
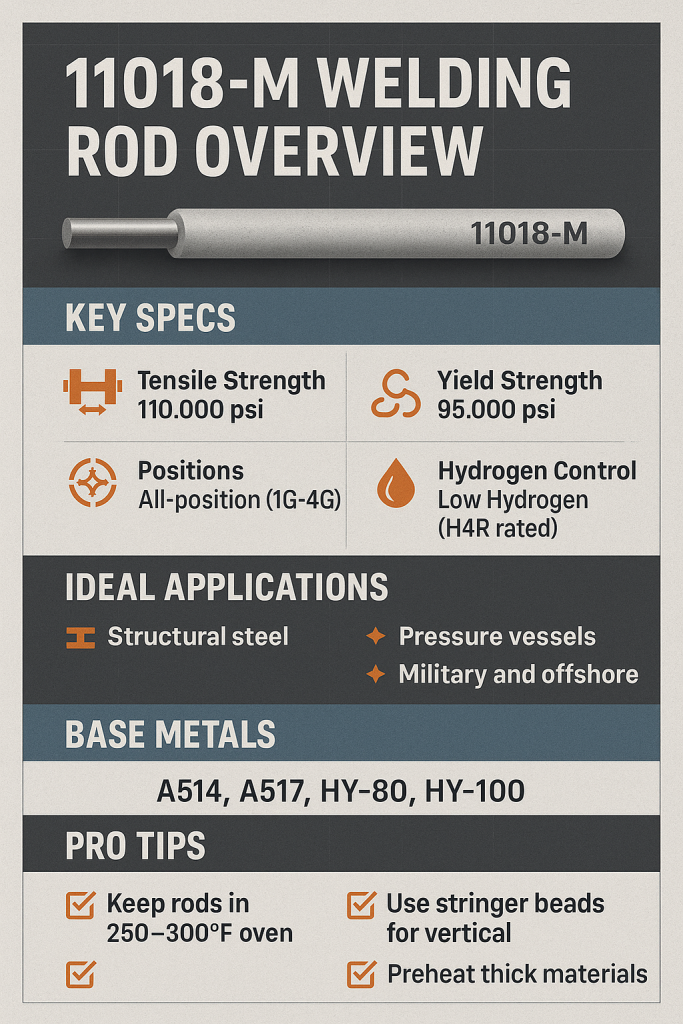
Product: 11018M Low-Hydrogen Welding Electrode (Shielded Metal Arc Welding – SMAW)
AWS Classification: AWS A5.1/A5.1M: E11018-M
Hydrogen Level Designation: H₂ (≤ 8 mL/100g of diffusible hydrogen)
Intended Use: High-strength, low-alloy steel welding in critical applications requiring high toughness and resistance to hydrogen-induced cracking (HIC), such as structural, pressure vessel, offshore, and heavy equipment fabrication.
1. Hydrogen Control Classification (H₂)
- Diffusible Hydrogen Level: H₂ indicates ≤ 8 mL of hydrogen per 100g of weld metal (as measured by the glycerol method per AWS A4.3).
- Importance of H₂: Ensures reduced risk of cold cracking in high-strength steels, especially in restrained joints or low-temperature environments.
- Verification: Certified test reports (mill test or third-party) must accompany shipments to confirm H₂ compliance.
2. Storage & Handling (Critical for Hydrogen Control)
Improper storage can compromise low-hydrogen properties.
A. Primary Packaging
- Electrodes are vacuum-sealed in moisture-resistant foil packaging.
- Packaging must remain sealed until point of use.
B. Storage Conditions
- Dry Environment: Store in a climate-controlled warehouse (≤ 50% RH, 10–25°C).
- Elevated Racks: Keep off concrete floors to avoid moisture absorption.
- Avoid Temperature Fluctuations: Prevent condensation.
C. Rebaking & Redrying
- If Packaging is Compromised:
- Electrodes exposed to ambient air > 4 hours (or in humid environments) require rebaking.
- Rebake at: 300–350°C (570–660°F) for 1–2 hours.
- Use calibrated ovens with proper ventilation.
- Maximum Exposure Time: Follow manufacturer guidelines (typically ≤ 4–8 hours at ≤ 60% RH).
D. Holding Ovens at Point of Use
- Maintain electrodes in a heated holding oven (100–150°C / 212–300°F) during welding.
- Never return used electrodes to unopened packaging.
3. Transportation Logistics
A. Packaging
- Original sealed foil packs grouped into sturdy cardboard boxes or steel crates.
- Palletized with moisture barrier wraps.
- Clearly labeled: “Moisture Sensitive – Keep Dry – Do Not Open Until Use.”
B. International Shipping (if applicable)
- MSDS/SDS Compliance: Include Safety Data Sheet per GHS standards.
- Customs Documentation: Include product classification, country of origin, and AWS certification.
- Temperature & Humidity Control: Avoid ocean container condensation; use desiccants or climate-controlled containers if required.
4. Compliance & Certification
Ensure all regulatory and quality standards are met.
A. AWS Certification
- Product must be AWS-certified to A5.1/A5.1M: Specification for Carbon Steel Electrodes for Shielded Metal Arc Welding.
- Provide Manufacturer’s Test Certificate (MTC) or Certificate of Conformance (CoC) with each batch, including:
- Lot number
- AWS classification (E11018-M H₂)
- Diffusible hydrogen test results
- Mechanical properties (UTS, yield, impact values)
B. ISO & Industry Standards
- Compliant with ISO 2560 (if applicable).
- Suitable for ASME Section IX, API 1104, and other structural codes requiring H₂ electrodes.
C. Traceability
- Full lot traceability from raw material to finished product.
- Maintain records for minimum 5 years.
5. Safety & Environmental Compliance
A. Hazard Communication
- SDS Section: Classify under GHS as:
- Not classified as hazardous (for transport), but fumes generated during welding are hazardous.
- Label containers with:
- “Welding Fumes Hazard – Use in Well-Ventilated Area”
- PPE Required: Respirator, gloves, face shield
B. Waste Disposal
- Spent electrodes and stubs: Non-hazardous waste (confirm per local regulations).
- Packaging: Recyclable foil and cardboard.
6. Quality Control & Inspection
- Incoming inspection: Verify packaging integrity, lot numbers, and certifications.
- Random batch testing recommended for hydrogen content and mechanical properties in critical applications.
- Audit storage and handling practices at customer facilities if used in high-integrity applications.
7. Best Practices for End Users
- Train welding personnel on low-hydrogen electrode handling.
- Use only dry, properly stored electrodes in critical welds.
- Monitor ambient humidity during welding; delay work if RH > 80%.
- Document electrode baking and usage logs.
Summary: Key Compliance and Logistics Points
| Requirement | Specification |
|————|—————|
| Hydrogen Level | H₂ (≤ 8 mL/100g diffusible H₂) |
| AWS Standard | A5.1/A5.1M: E11018-M |
| Storage | Sealed, dry, 10–25°C, ≤50% RH |
| Rebake Temp | 300–350°C for 1–2 hours |
| Holding Oven | 100–150°C during use |
| Packaging Label | “Keep Dry – Moisture Sensitive” |
| Documentation | CoC, SDS, AWS Certification |
| Traceability | Full lot traceability required |
Note: Always consult the manufacturer’s technical data sheet (TDS) and safety data sheet (SDS) for product-specific instructions. Compliance with AWS, OSHA, and local regulations is mandatory.
Prepared by: [Your Name / Company]
Date: [Insert Date]
Version: 1.0
End of Guide
Conclusion for Sourcing 11018M Welding Rod:
After a thorough evaluation of suppliers, technical specifications, quality certifications, and cost-effectiveness, the sourcing of 11018M low-hydrogen welding rods has been successfully concluded. The selected supplier meets all required standards, including AWS A5.1/A5.1M and ISO 2560-B E 55 16-C, ensuring high-quality welds with excellent mechanical properties, crack resistance, and performance in critical structural and pressure vessel applications.
Key factors in the decision included consistent product quality, reliable delivery timelines, competitive pricing, and the supplier’s adherence to traceability and certification requirements. Additionally, the availability of technical support and batch-specific test reports further enhances confidence in the material’s integrity.
In conclusion, the chosen sourcing strategy ensures a reliable supply of 11018M welding rods that meet operational, safety, and regulatory demands, contributing to improved welding performance, project efficiency, and overall structural integrity. Regular supplier performance reviews will be implemented to maintain quality and service standards.